콘텐츠
물건을자를 때 칼이 잘 리도록해야합니다. 나이프가 얼마나 강해야하는지 모르는 경우 나이프를 사용하여 금속과 같은 재료를 절단하는 것이 어려울 수 있습니다. 절삭력 방정식을 사용하여 포일 또는 금속과 같은 재료를 제조 할 때 블레이드가 얼마나 많은 칼날을 사용하는지 파악하면서 절삭과 관련된 기본 물리학을 학습 할 수 있습니다. 이를 통해 와이어 또는 기타 재료를 절단하는 데 필요한 힘을 알 수 있습니다.
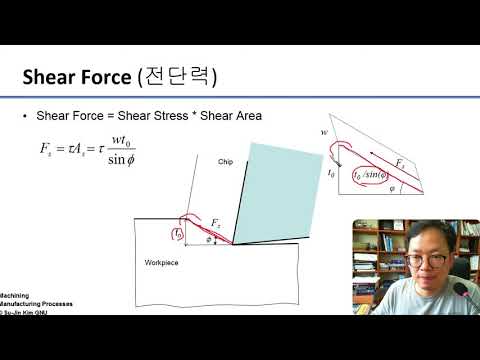
블레이드 절삭력 계산
제조 공장에서 사용하는 금속을 생산하는 전단 공정에는 금속이 올바르게 절단되도록하는 판금 절삭력이 포함됩니다. 이 공정을 블랭킹 (blanking)이라고하며, 다이 (die)로 알려진 기계는 가공 할 판재에 "펀치"라고하는 절삭력을가합니다.
"다이 (die)"라는 단어는 또한 실제 펀치를받는 기계의 부분 또는 펀칭 될 형상의 플레이트를 지칭하기 위해 사용될 수있다. 블랭킹 동안 방정식을 사용하여이 펀치의 절삭력을 계산할 수 있습니다 F = l × 티 × 에스 절삭력 에프, 절단 될 시트의 길이 엘 밀리미터 단위, 시트 두께 티 밀리미터 및 전단 강도 에스 N / mm로2. Austek Design 웹 사이트에서 황동 또는 구리와 같은 다양한 재료의 전단 강도 값 표를 찾을 수 있습니다.
엔지니어는 종종 전단 강도를 재료 인장 강도의 백분율, 압력 하에서 재료가 파단되는 저항의 백분율로 사용합니다. 인장 강도의 80 % 인 전단 강도는 절삭력 방정식의 일반적인 사용에 적합하지만 알루미늄은 종종 50 %, 냉간 압연 스틸 (80 %) 및 스테인리스 스틸 (90 %)과 함께 사용됩니다. 블랭킹 동안, 금속 시트를 통해 펀칭 된 물질을 "블랭크"라한다.
절삭력 방정식 결정
이러한 재료에 대한 절삭력을 검사하면 과학자와 엔지니어가 더 자세하고 복잡한 방정식을 만들어서 다양한 조건과 단점에서 절삭 강도를 결정할 수 있습니다. 블레이드의 절삭력은 블레이드와 표면 사이의 각도, 블레이드와 기계 사이의 마찰력 및 굽힘 및 변형에 응답하여 기계 재료 자체가 작용하는 탄성 반동력에 의존 할 것이다.
재료가 소재와 분리 된 "칩"을 형성하는 방법과 함께이 힘을 이해하면 이러한 복잡한 방정식에 대한 더 나은 아이디어를 얻을 수 있습니다. 이것은 블레이드의 톱니가 블랭킹 재료 자체의 공급 물과 상호 작용하는 방식에 달려 있습니다.
이 세력은 뉴턴의 제 3 운동 법칙을 준수합니다. 탄성 반동 및 칩 형성력은 블랭킹 기계 장치의 표면에 부딪 치는 블레이드에 대한 반응이다. 전단력은 칩 형성력의 균형을 이루며 탄성 반동은 블랭킹 힘의 압력에 반응합니다. 엔지니어는 이러한 힘을 연구하여 기계의 절삭력을 통해 호일, 금속, 종이, 타일, 플라스틱 필름 및 와이어를 제조 할 수 있습니다.
가위의 절단 힘
절단력을 연구하기 위해 거실에 블랭킹 기계가 필요하지 않습니다. 블레이드, 받침점 및 손잡이로 만들어진 가위는 레버와 같은 방식으로 절삭력을가합니다. 가위의 두 손이 결합 된 받침점은 손잡이를 통해 무게를 분산시켜 종이나 철사와 같은 재료를자를 수있게합니다. 전단 응력이 재료 전단 강도보다 크면 가위가 잘립니다.
그러나 가위의 단순한 절단력조차도 과학적 발견의 가능성을 제시 할 수 있습니다. 생체 의학 엔지니어는 수술 시뮬레이션에 사용하기 위해 생물학적 재료를 절단 할 때 가위로 작용하는 힘 모델을 생성합니다. 이 모델은 가위 절단시 가위의 변형 및 파괴를 연구하기위한 접촉 및 파괴 역학을 설명합니다. 그런 다음 종이, 플라스틱, 천 및 기타 재료를 절단하여 실험 설정에서 이러한 모델을 테스트 할 수 있습니다.